
John R. Bentley 2010.
This page may prove to be quite an eye-opener if you haven't looked at raw castings before. These are not to be confused with investment (or lost wax) castings, nor will they resemble the apparent beauty of finished castings - that transformation is our job. Just take a look as some of my close-up pictures. The foundry doesn't make the part, that is the task of the machinist. The foundry's job is to provide enough metal - only where it is needed - to allow construction of the part - and that's it. Casting is an art in itself and many years of experience pays off in producing good castings. Among a host of other foundrymens' concerns (including human safety), allowances must be made in advance for shrinkage of the metal during cooling. To me, a well made raw casting is evey bit as beautiful in a different way as its machined counterpart.
Castings Set
- for the Stuart Compound Launch -





Let's have a good close look at the cylinder block first.







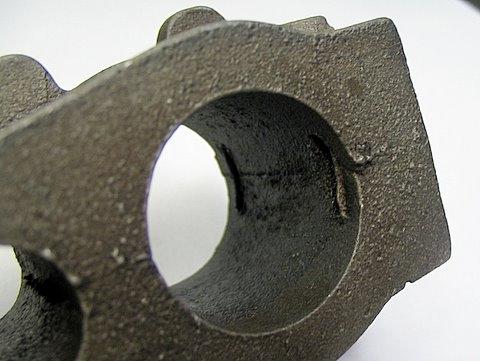
Think that's a crack in the casting?

Not at all!
Here is the same casting partially machined two weeks later


I know there is going to be some trouble here...


















Back to
Compound Launch main page
or
Castings, Materials and Fastenings (this page)
Soleplate
Cylinder Block
Top Covers
Bottom Cylinder Covers
Steam Chests
Crosshead Guides and Bracket
Crankshaft
Eccentrics
Flywheel
Connecting Rods and Crossheads
Main Bearings
Pistons
Fittings: Oil Cups
Fittings: Drain Cocks
Fittings: Exchange Pipe, Flanges and Glands
Stephenson Link Reversing Gear (5 pages)
Completing and Erecting the Compound Launch Engine
or
Return to main website home page:
ModelEngines.info
![]()
(c) John R. Bentley 2010.