
John R. Bentley 2010.
Machining the
Prior to this date (Oct. 5, 2025) I made an error below indicating the number of degrees separation between the sheaves. I am most grateful to Murray from around the globe on the North Island of New Zealand for pointing this out to me.
So, before I lead anyone else astray:
I would feel a lot better using undersize reamers on this cast iron - the smaller diameter holes tend to come out plenty large. The gunmetal is the opposite - small reamed holes (and tapped holes) are tight.
Eccentric Sheaves
- for the Stuart Compound Launch Engine -
Or go here for the Eccentric Straps

The dual eccentrics are each twenty degrees from being directly opposed (total of 120 degrees apart)
Four-jaw chucks were just made for eccentric turning!

Finishing the collar and facing the outer eccentric

Pilot drilling the shaft hole

These centres are located 120 degrees apart

Thank you Murray!
Inner eccentric faced-turned

Turning the rim on the outer eccentric

Reversed in the chuck - now ready to turn the inner eccentric rim and face the back side

The basic shape

Drilling out in preparation to reaming to final 5/16" size


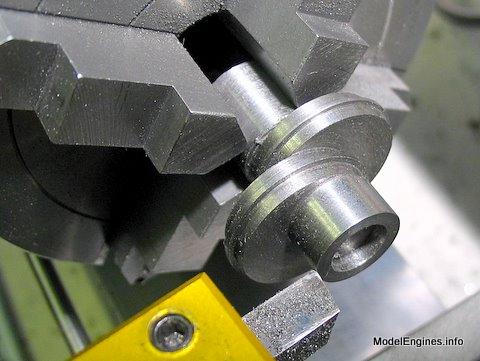
Turning a stub mandrel to form the collar exactly concentric with the shaft

Turning on the stub will prevent the collar from appearing to wobble when rotating
Tapping for the grub screws (setscrews)

The screws supplied are plenty long - better than too short

I will either cut them shorter or drill deep dimples in the shaft
when the final position is determined
Compound Launch main page
or
Castings, Materials and Fastenings
Soleplate
Cylinder Block
Top Cylinder Covers
Lower Cylinder Covers
Steam Chests
Crosshead Guides and Bracket
Crankshaft
Eccentrics (this page)
Flywheel
Connecting Rods and Crossheads
Main Bearings
Pistons
Fittings: Oil Cups
Fittings: Drain Cocks
Fittings: Exchange Pipe, Flanges and Glands
Stephenson Link Reversing Gear (5 pages)
Completing and Erecting the Compound Launch Engine
or
Return to main website home page
ModelEngines.info
![]()
(c) John R. Bentley 2010.